
news
news
2021.1.7
The die casting process generally involves the non-ferrous alloys such as aluminum or zinc melted in the furnace and injected into the molds in the die casting machine. The die casting process parameters will affect the characteristics and properties of the metal castings. In this article, we mainly analyze the determination of aluminum die casting parameters.
Combining the characteristics of different die-cast processes and actual die-cast production needs, the materials selected in this article are commercial die casting aluminum alloys JIS Japanese Industrial Standards ADC12 and AC4CH alloys. The ADC12 die casting alloy belongs to the Al-Si-Cu series alloys, which has good fluidity and filling and is widely used in the manufacturing of large and complex thin-walled parts of automobiles like shell parts. The AC4CH alloy die-cast aluminum alloy belongs to the Al-Si-Mg series alloy, which has a small specific gravity, good specific strength, and good casting process performance. It is mainly used for structural parts such as cylinder blocks and stands in the automobile manufacturing field. The alloy is generally used in the solid solution under the artificial aging state.
The chemical composition of ADCI2 and AC4CH aluminum alloys (wt.9%)

Pouring temperature, high-speed switching point positions, and critical injection speed are selected as the three process parameters of the experimental study. The selected process parameters respectively have an impact on the solidification state and filling process.
(1) The conventional injection die casting part used in the experiment is the automobile hydraulic steering gear housing, which is applied to commercial vehicles and heavy machinery. The main function is to be used as the mounting bracket of the gear housing, steering power cylinder, and rack and to realize the steering assembly and the connection of the car body. The ADC12 die casting aluminum alloy is used as the test material to carry out the die casting experiment. The equipment used is a BUHLER 84D cold chamber horizontal die casting machine. The casting has a net weight of 2.1kg, an external dimension of 530×95×85 mm, and the product wall thickness from 4mm to 12mm. The main die casting process parameters are as follows: die casting pressure is 80MPa; pouring temperature is 660°C; mold temperature is 220°C; injection high speed is 3.0m/s; high and low-speed switching point position is 450mm. The experiment process mainly considers the influence of pouring temperature, high-speed switching point position, and injection critical speed on the micropore defects and mechanical properties of the die casting. Therefore, five pouring temperatures in the range of 660℃ to 700℃ are selected for comparison considering the impact of pouring temperature on the quality of die castings. The position of the high and low-speed switching point directly affects the discharge effect of the cavity during filling, affecting the internal quality and performance of the die casting. Therefore, the high-speed switching point positions are set to be 450mm, 460mm, and 470mm, and design four critical injection velocities, respectively 2.5m/s, 2.7m/s, 3.0m/s and 3.5m/s to study the effect of the critical injection speed on the structure, defects and mechanical properties of die castings.
(2)The ultra low-speed slow injection die-casting used in the experiment is a car engine bracket, which is a torsion bracket for car engine fasteners. It is generally connected to the engine on the front axle of the car body and requires high strength and good toughness. The die casting is made of the AC4CH aluminum alloy, and the die casting experiment is carried out on the TOYO-BD 650T cold chamber die casting machine. The die casting machine has a punch diameter of 70mm, an inner gate area of 1782mm2, and a pressure chamber length, that is, the stroke of the injection punch is 620mm. The net weight of each die casting is 505g; the external dimension is 300×52×76mm; the wall thickness of the product is 4 to 20mm. The die casting process is set as follows: the pouring temperature is from 700 to 720℃, the mold temperature 220℃; the critical injection speed is 0.16m/s; the high and low-speed switching point position is 410mm; die casting pressure is 105MPa. For the ultra-low speed and slow injection process, the slow injection critical speed is the most important factor affecting the internal quality and performance of the die casting. Therefore, this article mainly designs five sets of slow injection critical speeds, which are 0.12m/s, 0.14m/s, 0.16m/s, 0.18m/s and 0.20m/s.
1. Brinell hardness measurement
After the sample is ground to 1200# with water abrasive sandpaper, rough polishing and fine polishing are performed on a metallographic polishing machine. Rinse with clean water and alcohol after polishing, and perform Brinell hardness test after drying. The Brinell hardness test of the sample was carried out on the HBRVU-187.5 Blowi optical hardness tester. The indenter used in the experiment was a quenched steel ball with a diameter of 2.5mm, a loading of 62.5kgf, and a load time of 15 seconds. According to the indentation diameter, the Brinell hardness value of the alloy is found. Each sample is measured ten times. Remove the highest value and the lowest value, and the average value is taken.
2. Tensile performance tests
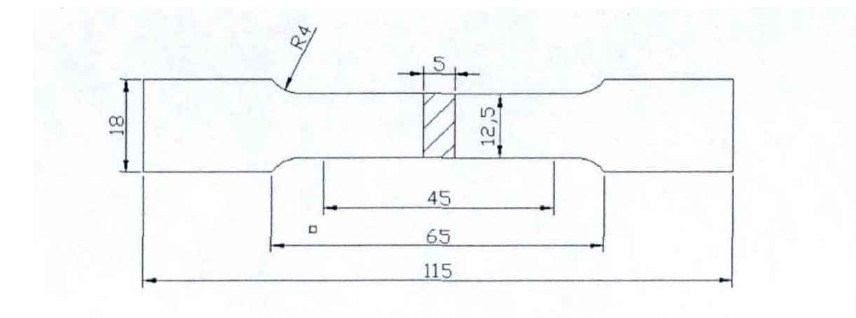
The tensile performance test of the sample at room temperature is carried out on the CMT5105 electronic universal testing machine. The stress and strain signals are obtained from the stress and displacement sensors respectively. The stress-strain curve is drawn on the XY recorder, and then the tensile strength of the sample is directly read aloud. The stretching rate is 1mm per minute at the moving speed of the beam, that is, the nominal strain rate is about 1.1×103s1. In order to ensure the accuracy and reliability of the experimental data, each group of experiments takes four sets of sample rods for tensile experiments and takes the average value of the four tests as the final tensile test data. The elongation after sample fracture is calculated according to the following formula. L0 indicates the length of the gauge length before sample fracture and L represents the length of the gauge length after sample fracture.

In order to comprehensively express the mechanical properties of the alloy, the quality index (Q-index) is used to measure the comprehensive mechanical properties in this experiment. UTS and EI are tensile strength and elongation respectively in the formula (2-2). In the die casting experiment, we analyzed the two die casting processes corresponding to the two types of die casting parts. Therefore, when the tensile specimens are designed, different types of specimens were designed according to the national standard GB/T 228.1-2010.

Tensile test of the part under the conventional die casting process
Since the general working oil pressure of the steering power cylinder is 12MPa, the instantaneous oil pressure peak will reach 26MPa. Higher-strength and better density are required, otherwise, oil leakage will occur. Under the experimental conditions of the die casting process, a wire electrode cutting method is used on the hydraulic steering gear housing to cut a circular tensile test bar on the A area of the die casting.
The part of the tensile test under ultra-low speed and slow injection process
Under the ultra-low speed and slow injection process studied in this experiment, the part of the tensile test was taken from part B of the car engine bracket, and 4 standard specimens were processed from each die casting by wire-electrode cutting.
3. Analysis of tensile fracture
The sample for fracture structure morphology analysis shall be carried out immediately after the tensile test, so as to avoid oxidation of the fracture and affect the observation of the structure morphology. This experiment uses the XL30 scanning electron microscope, which mainly uses the secondary electron image or backscattered electron image to observe the tensile fracture morphology of the sample, analyzes the fracture form of the fracture and uses EDS for elemental analysis.
1. XRD phase analysis
X-ray diffraction analysis is a conventional method for identifying the crystal structure of materials and conducting phase analysis. It can be used to study the crystal structure. Its physical basis is the Bragg equation and the principle of diffraction. The Bragg equation is shown as below. The formula can also be written as: 2*interplanar spacing*Sin (Bragg angle) = diffraction order* X-ray wavelength. When X-rays interact with crystals, diffraction occurs in all directions in space under certain conditions. Because the atoms in the crystal are periodically arranged in space, these scattering can only be superimposed in certain directions to produce interference phenomena and form diffraction peaks. In this experiment, samples of different compositions were polished on the surface to prevent the influence of the oxide layer. The test conditions are as the following: the voltage is 40KV; the current is 30mA; the test range is between 20 to 85°, and the scanning speed is 1 per minute. The test data is processed by MDI Jadc 6.0 software, and they can be searched and found in the PDF 2004 card.

2. Metallographic structure and TEM observation
Cut a sample from the A and B parts of above-mentioned different die castings for microstructure analysis and the sample which is cut each time should be in the same position. After rough grinding, fine grinding and polishing of the cut samples, they are corroded by 0.5% HF aqueous solution for about 15 seconds. Rinse them with clean water immediately, and then wipe and dry them with alcohol to prevent oxidation. The prepared metallographic structure was observed on the Olympus BHM metallographic microscope and the corresponding area was photographed.
Statistical analysis of the size of eutectic silicon adopts characteristic parameter statistical methods, mainly using two characteristic parameters Aspect ratio and Mean diameter, among which Aspect ratio is the ratio of the length of the longest axis to the shortest axis of the dendrite, which characterizes the roundness of eutectic silicon particles. Mean diameter is the square root of the product of the length of the long and short axis, which characterizes the average size of eutectic silicon.
Feature parameter statistical method: Take 10 photos of each sample with an optical microscope at 100x and 500x respectively, and perform statistical measurement with Image Pro Plus 6.0 image processing software. Finally perform average processing.In this experiment, Fei Tecnai (G2 T20) transmission electron microscope was used to analyze the morphology, sizes and quantity of the smaller precipitates in the artificially aged sample. For transmission samples, mechanical grinding and polishing methods should be used to reduce the thickness to 0.1 to 0.12mm. Special attention should be paid to light grinding during sample preparation to avoid damage to the original dislocation structure in the sample. The final thinning of the TEM sample requires the ion thinning method first. The ion thinning method is as the following: Use ion (Ar*) for thinning. The voltage is 4kV. The inclination angle is from 10° to 20°, and the time is from two to five hours. The working voltage is about 160kV or 200kV when the sample is observed on the Fei Tecnai G2 T20 transmission electron microscope.
3. Analysis of internal defects
The internal defects of the die castings studied in this experiment are mainly porosity defects, and the evaluation of porosity defects usually has two forms density and microscopic porosity morphology. The density of the sample is determined by the principle of Archimedes method. The density of the alloy is measured on the Sunny FA1104J electronic density balance with an accuracy of 1mg. The test result is the average of four samples. Evaluation method of microscopic porosity morphology is to use characteristic parameter statistical methods. Take 10 photos of the polished sample surface with Olympus BHM metallographic microscope, and use Image Pro Plus 6.0 image processing software for statistical measurement. Finally, perform average processing.
In addition, the quantitative analysis of the measurement of porosity defects in the metal adopt the radiograph method, that is, the X-ray tomography. According to the attenuation law of the X-ray inside the object, it can be converted into the grayscale distribution on the tomographic image through computer software analysis and processing so as to accurately measure the morphology of internal structure and defects. The X-ray tomography equipment used in this experiment is a micro-focus X-ray CT (Computed Tomography) produced by YXLON in Germany. The maximum voltage of the X-ray tube can reach 225kV. The number of detector pixels is 1024×1024, and the theoretical resolution is up to 5 microns.
The characterization of the purification effect of the aluminum melt includes the characterization of the gas content and the inclusion content in the aluminum alloy melt, and the characterization of the gas content can more intuitively reflect the quality of the aluminum alloy melt. The method for detecting the hydrogen content of the melt in this experiment mainly adopts a decompression test or a vacuum solidification test. When the hydrogen concentration in the aluminum alloy melt exceeds its solubility limit during the solidification process at low pressure, the hydrogen bubbles will be precipitated. The Hyscan lI Hydrogen gauge developed in the UK is used in this experiment. The experiment process of the hydrogen measuring instrument is as follows: after turning on the vacuum for twenty to thirty minutes, the instrument is automatically zeroed and then tested once in an empty space. If the instrument is normal, the test can be carried out. During the test, use a special steel spoon to sample 100g of the aluminum melt to be tested. Quickly pour it into the stainless steel sample chamber, and vacuum to 100Pa to ensure that the sample releases all hydrogen while solidifying. The sample type and related vacuum system immediately separated from the pump, and the sample began to solidify. As the melt cooled, hydrogen was released, and its partial pressure was measured with a calibrated vacuum gauge. The hydrogen content can be calculated through system conversion, and it will quickly be displayed digitally. The whole process took about 5 minutes, and the printer output all data, including test serial number, test date, test time, hydrogen content, etc. The specific performance indicators are as follows: The unit of hydrogen content is ml/100g; the measurement range is from 0 to 1.99ml Hz/100g; the measurement accuracy is 0.01 ml/100g, and the measurement time is less or equal to 5 minutes.
In this section, the relationship between heat treatment structure and mechanical properties of AC4CH alloys made by ultra low-speed slow injection process and defect control is studied. The process parameters include heat treatment temperature and time. The heat treatment temperature of aluminum alloy die castings depends on the porosity rate of the die casting, and the holding time depends on the grain size and solid solubility, and segregation of each composition in the alloy. The aluminum alloy die casting in this experiment adopts the T6 heat treatment process, including solution treatment and artificial aging treatment. For solution treatment, determine the solution temperature to be 490℃, 510℃, 530℃, and 550℃ according to the phase diagram. The time is 1 hour to 6 hours respectively. The whole solution treatment is carried out in the same box-type resistance furnace, and the water quenching treatment is carried out immediately after the solution treatment, with warm water at a temperature of about 60°C to 80°C. And the entire quenching time should not be longer than 20 seconds.