Design of ejector systems
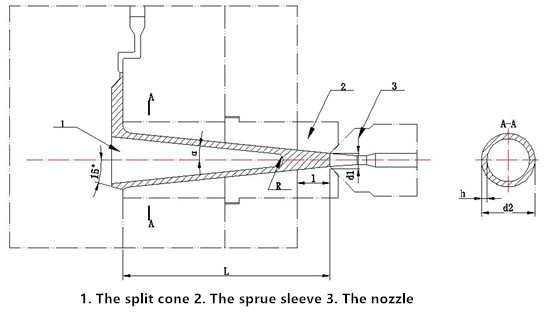
This die casting is small, and the diameter of the ejector rod is 2mm. The single cavity is arranged evenly and symmetrically with 10 rods. In order to facilitate the demoulding and the removal of the remaining material, 4 push rods are added behind the split cone to ensure that the split cone can be pushed out and reset, and the gap is also conducive to discharge.
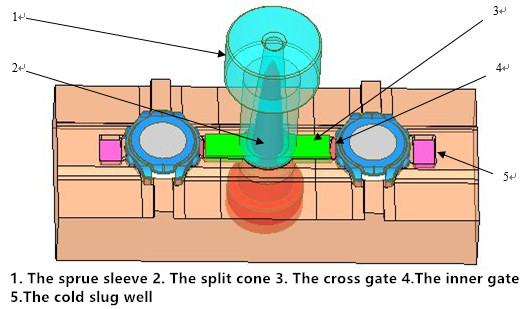
Applications of digital technology for die casting mold design and manufacturing can better optimize the product shape, mold structure, forming process, etc., significantly shorten mold design and manufacturing cycles, reduce production costs and improve product quality. The watch shell mold designed by this method can manufacture die casts with good quality after adjustment and a shorter development cycle of new products is obtained. This method can give some ideas for the development of similar products.