
news
news
2022.11.24
Both laser beam melting (LBM) and laser metal deposition (LMD) are advantageous for the fabrication of complicated components because of their ability to accommodate low-volume runs. Uses for it have expanded rapidly in recent years, appearing in industries as diverse as aviation and medicine to automobile engineering. Yet, the lengthy manufacturing time and high manufacturing cost of additive manufacturing make it challenging to attain industrial output. Today, we look at the research on the mixed forming process of die casting and additive manufacturing.
Die casting and additive manufacturing: studies of a hybrid forming method
In contrast to additive manufacturing, the die-casting technique can quickly make huge numbers of things. Die casting components may be made in only a few minutes thanks to a filling speed of up to 12 m/s. There are certain drawbacks to great manufacturing efficiency, though. For instance, complicated pieces cannot be made as easily and often need more complex molds. Die casting dies are so costly because of the high mechanical strength required, the impact wear of the melt, and the huge temperature variation throughout the manufacturing process. Furthermore, molds are often limited to producing components of a single form.
The CastAutoGen project, supported by the German Federal Ministry of Education and Research, is working to integrate additive manufacturing and die-casting into a mixed process chain as part of the Agent-3D collaborative effort. This will allow the advantages of both technologies to be better exploited. The production cycle and associated costs were carefully considered throughout the design of the process route. Die-casting is used to produce the basic, high-volume structural parts, whereas investment casting is used to produce the highly functional, sophisticated component parts. Process plans are developed in two ways based on this information: Scheme 2 investigates how to produce extra structures on a single die cast component using LMD, whereas Plan 1 investigates the study of additional insertion and assembly into a single mold.
Here are the units that are taking part in the study:
Fraunhofer Institute for Workplace Systems (LPD process)
Fraunhofer Institute for Wood Utilization (LBM process)
E Edag (simulation, development)
T.A.M. Automotive by Trimet (aluminum casting)
Formed by Oerlikon AM (production and service)
Audi (associated partner) (associated partner)
Company: ZF Friedrichshafen AG (associated partner).
Production of supplementary mold-made components
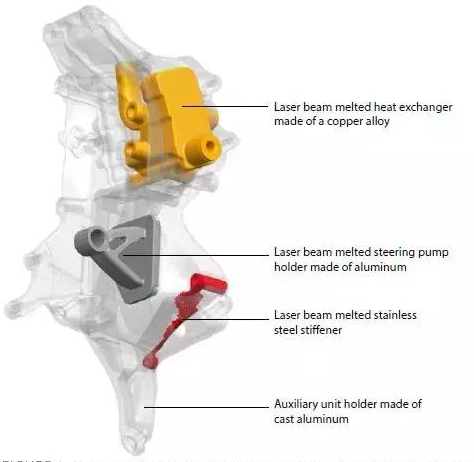
Plan 1 analyzes laser beam melting technology in the context of the die casting process for complicated structures. To implement this plan, a laser beam is used to melt metal for use in the production of a stiffening rib, heat exchanger, bracket, and other structural components. Interface modification approaches of varying geometric forms are being investigated in this system for the purpose of enhanced combination.
Researchers refined the automotive auxiliary unit bracket die casting mold to accommodate the plug-modular in’s design. The laser melting process’s design and development should prioritize the bonding interface’s geometric form and surface modification in the connection region. Therefore, three contact constructions’ mechanical characteristics were investigated.
Complement die-castings with extras
Technical feasibility of adding on to castings using laser metal powder deposition (LDP) and welding was investigated in Scheme 2. The key distinction between Scheme 2 and its predecessor is the employment of die castings, the use of LPD technology to the production of supplementary structures, and the subsequent welding of these components together.
By locally melting the substrate surface with a focussed laser beam, laser powder deposition (LDP) is a technique for fusing powdered metal or ceramic filler materials to metal substrates. First, the filler material melts from the laser beam’s kinetic energy, and then it melts fully from the heat of the molten pool. To prevent any unintended chemical reactions from occurring, this procedure should be performed in a shielding gas environment. Weld beads are formed as the molten metal cools down within the component. Weld beads are used to create a three-dimensional structure by stacking them. Materials like steel, nickel, cobalt, aluminum, copper, titanium, etc. are all good options.
Powder is used to create layers and stacks of components in laser beam melting. Component CAD files are input into the system layer by layer, and then a powder layer is applied to the substrate at a predetermined height. In a vacuum or inert gas environment, a laser beam scans the powder bed, melting and solidifying it at certain places. After each layer is applied and the portion is complete, it may be taken outside.
Some holes may be unevenly spaced in conventionally manufactured aluminum die-casting components. Due of the laser’s ability to burn the material surrounding the hole, the hole will enlarge and produce blistering. In order to reduce foaming and increase porosity, vacuum casting is often used.
The mechanical characteristics of the combined components are somewhat lower than the reference values of the single material, but they are still adequate for use in the automotive sector. Moreover, the critical linkage region passed the test.
The researchers used this method to create a framework for the engine. Since Audi is no longer making this model, no vacuum casting has been done. LPD’s reinforcing rib is very impermeable. Very few pores show up in the zone where the die casting meets the supplementary framework. Components for testing the dynamic/static mechanical characteristics and corrosion resistance are presently being researched and manufactured by the team.